銷售熱線:188 2384 2885
銷售熱線:188 2384 2885
基于敏感度分析的機床關(guān)鍵性幾何誤差源識別方法新算法
0 前言
隨著航空航天、軍工、船舶、汽車等行業(yè)對精密零件加工的要求越來越高,機床的精度性能顯得更加重要,精密數(shù)控機床的設(shè)計制造也以高精度、高智能化、高效率為主要目標(biāo)。精度設(shè)計是保證和提高機床精度的重要一環(huán),傳統(tǒng)的機床設(shè)計中,主要依靠經(jīng)驗的方法設(shè)計機床各部件的公差等級。由于各環(huán)節(jié)誤差對機床整體精度的影響程度不同,精度控制實現(xiàn)的難易程度也不同。因此,為節(jié)約機床的設(shè)計及制造成本,分析影響機床加工精度的各主要因素,建立機床的精度模型并進行誤差敏感度分析顯得尤其重要。精度設(shè)計對精密數(shù)控機床的設(shè)計與制造具有重要的實際應(yīng)用意義。
影響機床整體加工精度的各類誤差主要有機床零部件的幾何誤差、熱誤差、載荷誤差、伺服誤差和插補誤差等,而幾何誤差對加工精度的影響又是精度設(shè)計的主要研究內(nèi)容。機床的綜合幾何誤差體現(xiàn)在各零部件上,最終均將反映在被加工工件的加工誤差上,而通過準(zhǔn)確建立機床的精度模型,可以反映出整體精度與各零部件的精度關(guān)系。國內(nèi)外許多學(xué)者對數(shù)控機床空間誤差建模方法進行了較廣泛而深入的研究,先后出現(xiàn)了幾何建模法、誤差矩陣法、二次關(guān)系模型法、機構(gòu)學(xué)建模法、剛體運動學(xué)法和多體系統(tǒng)理論法等。多體系統(tǒng)是一般機械系統(tǒng)最為全面的完整抽象、高度概括和有效描述,是分析和研究機械系統(tǒng)的最優(yōu)模型形式。目前國內(nèi)外眾多學(xué)者已應(yīng)用多體系統(tǒng)理論對機床進行精度建模與分析。POTT等通過一種基于簡化矢力的方法分析了并聯(lián)機構(gòu)運動靈敏度,并通過分析6自由度并聯(lián)機構(gòu)Linapod,驗證了方法的正確性。王冰采用綜合誤差敏感度、絕對誤差敏感度和誤差方向敏感度這三個誤差評價指標(biāo),將各個機床誤差影響因素對機床終端誤差的影響進行了分析。李小雷等對刻楦機進行了誤差參數(shù)靈敏度分析。程剛等針對以3-RPS并聯(lián)機構(gòu)可達空間內(nèi)各誤差來源,提出了一種通過歸一化描述靈敏度的新方法,并建立基于數(shù)學(xué)統(tǒng)計意義的靈敏度系數(shù)數(shù)學(xué)模型。黃強等以滾齒機YK3610為對象,介紹基于多體系統(tǒng)理論和齊次坐標(biāo)變換的機床誤差建模方法,并對機床敏感誤差辨識方法、步驟和關(guān)鍵點進行闡述。但是,通過分析可以看出,目前針對機床誤差進行敏感度分析的文獻還較少,對機床誤差溯源的研究深度不夠。
本文是在國家重大科技專項“精密立、臥式加工中心研究”和國家自然科學(xué)基金項目“基于模糊穩(wěn)健設(shè)計的機床動態(tài)精度分析與反演方法研究”的課題背景下,對精密加工中心進行精度設(shè)計。為了有效地識別出對機床加工精度及空間誤差影響較大的幾何誤差參數(shù),首先基于多體系統(tǒng)理論的方法,分析各部件幾何誤差對機床精度的影響,建立精密臥式加工中心的精度模型;然后提出了基于矩陣微分法的四軸機床誤差敏感度分析數(shù)學(xué)方法,根據(jù)模型計算精密臥式加工中心的誤差敏感度和敏感度系數(shù),從而進行誤差溯源。
1 基于多體系統(tǒng)理論的精度建模
根據(jù)精密臥式加工中心的結(jié)構(gòu)與運動特點,將機床抽象成多體系統(tǒng),用拓撲結(jié)構(gòu)和低序體陣列描述機床各部分的關(guān)聯(lián)性;在多體系統(tǒng)中建立廣義坐標(biāo)系,用齊次變換矩陣把機床各部件的誤差量之間的耦合關(guān)系表述出來;推導(dǎo)出機床中兩相鄰體之間相對運動的特征矩陣和運動方程,從而建立加工中心的精度模型。
1.1 廣義坐標(biāo)系的設(shè)置及機床的特征矩陣
精密臥式加工中心是一臺四軸數(shù)控機床,具有高剛度、高精度、高速度的特點,根據(jù)設(shè)計要求,其技術(shù)指標(biāo)如表1所示,其刀柄型號為BT50。
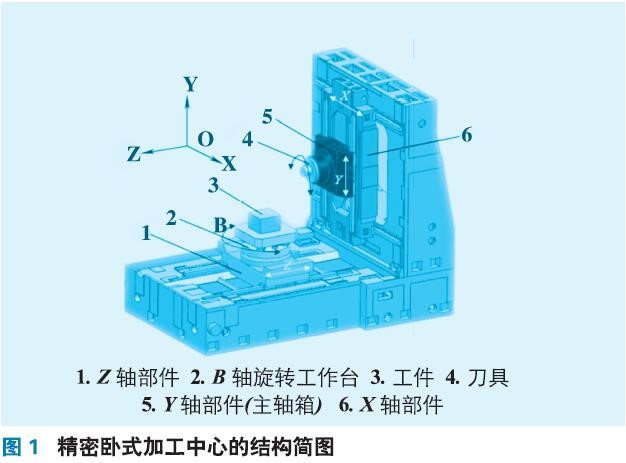
加工中心的結(jié)構(gòu)簡圖如圖1所示,它由床身,X、Y、Z三軸運動部件,主軸箱(刀具)和繞B軸旋轉(zhuǎn)的工作臺組成。
根據(jù)加工中心的結(jié)構(gòu)和各部件之間的運動關(guān)系,可建立各相鄰體間的變換特征矩陣。考慮到加工中心運動部件的一些靜止誤差或者非運動部件的運動誤差相對很小,可令其誤差特征矩陣為單陣I4×4。表4為精密臥式加工中心各部件的特征矩陣T。
式中,x、y、z分別為X軸部件、Y軸部件、Z軸部件的位移,α、β、γ分別為軸X、Y、Z的相位角。
1.2機床精度模型
設(shè)刀具成形點在刀具坐標(biāo)系內(nèi)的坐標(biāo)為
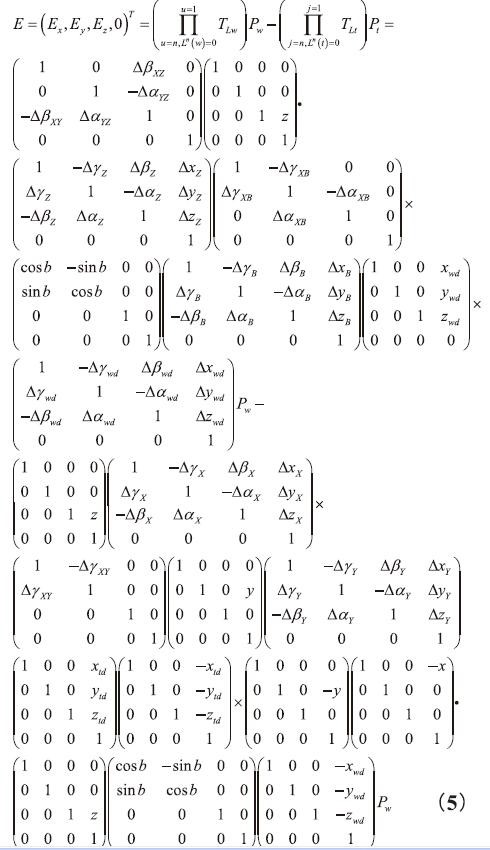
Ex,Ey,Ez——X軸、Y軸、Z軸方向上的誤差式(5)就是精密臥式加工中心的綜合精度模型,它由機床各部件的幾何誤差組成,根據(jù)此精度模型,基于敏感度分析可以識別對機床加工精度具有重要影響的關(guān)鍵性誤差源。
2關(guān)鍵誤差源識別
根據(jù)精密臥式加工中心的精度模型,利用矩陣微分法建立四軸機床誤差敏感度分析的數(shù)學(xué)模型。通過計算各個部件單元幾何誤差的敏感度,比較各個誤差元素對總的空間誤差的影響程度,最終識別出了影響機床加工精度的關(guān)鍵性誤差源,從而為合理經(jīng)濟地提高機床的精度提供重要的理論依據(jù)。
2.1機床空間誤差敏感度分析模型的建立
根據(jù)式(5),可以建立一般的四軸數(shù)控機床的誤差計算模型,該模型可以顯性地表示為
2.2零部件幾何誤差參數(shù)的檢定
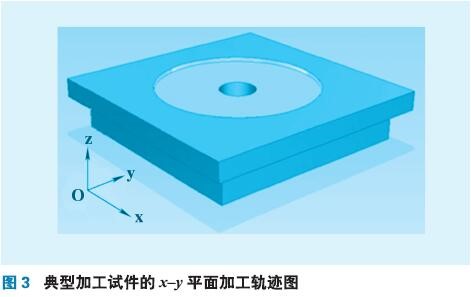
本論文以圖1所示的精密臥式加工中心為研究對象,以圖3為檢驗加工對象,利用QC20-W球桿儀和APIXD-6D雙頻激光干涉儀對各幾何誤差進行測試檢定,如圖4所示。測得精密臥式加工中心的35項幾何誤差,考慮到篇幅有限,表5僅列出了部分幾何誤差值。
2.3關(guān)鍵性誤差源參數(shù)的識別
機床的加工精度受到零部件幾何誤差耦合而成的空間誤差的影響,每一項誤差對綜合加工精度影響程度大小不一樣,究竟哪些空間幾何誤差參數(shù)對機床總加工精度的影響較大,主要影響著機床的加工精度,為了找出各個誤差元素對總的空間誤差的影響程度大小,需要對機床的精度模型進行誤差敏感度分析。針對本文分析的精密臥式加工中心,其精度模型包含了機床各個運動部件產(chǎn)生的幾何誤差共35項。
由表4可知,精度模型中的幾何誤差元素值按表3的數(shù)值取,并按試件的加工設(shè)定坐標(biāo)變量后,總誤差E與各項誤差元素Δei的關(guān)系為
對各幾何誤差對應(yīng)的敏感度系數(shù)進行分析可知,誤差敏感度系數(shù)越大,表明總誤差E對誤差元素Δei的變化敏感度越大,也即該幾何誤差源是影響機床總加工精度的一個關(guān)鍵因素,其對應(yīng)的機床零部件對機床整機的加工精度影響越大。其中對Ex影響較大的關(guān)鍵性誤差源有6項,其對應(yīng)的誤差表達式、敏感度和敏感度系數(shù)如表7所示。
如圖5c所示,對Ez變化敏感度大的誤差元素,有Δαx、Δαz、ΔαB、Δαw、Δαyz、ΔαzB、Δβz、ΔβB、Δβxz。這9項誤差的敏感度系數(shù)之和為0.9,其他誤差對應(yīng)的敏感度系數(shù)僅為0.1。可知機床的x軸運動部件繞x軸的轉(zhuǎn)角誤差,z軸運動部件、工作臺B軸轉(zhuǎn)動部件繞x和y軸的轉(zhuǎn)角誤差,y、z軸的垂直度誤差,x、z軸的垂直度誤差,z、B軸的垂直度誤差,以及工件安裝時繞x軸的轉(zhuǎn)角誤差在加工零件時對總的空間誤差在z軸方向的誤差分量Ez影響較大。
2.4靈敏度分析結(jié)果
通過對精密臥式加工中心進行誤差靈敏度分析,可以得到以下幾點。
(2)在機床的各個部件中,z軸導(dǎo)軌的直線度和平行度誤差、工作臺B軸轉(zhuǎn)動部件產(chǎn)生的誤差對總的空間誤差E產(chǎn)生的影響較大。
(3)影響Ex的主要誤差有6項,影響Ey的主要誤差有4項,而影響Ez的主要誤差有9項。相比較而言,Ez受到的基本誤差元素的影響更復(fù)雜。
3結(jié)論
(1)精度建模與誤差敏感度分析是機床精度設(shè)計的核心內(nèi)容之一。用多體系統(tǒng)理論的方法,綜合考慮機床各部件的幾何誤差,建立了精密臥式加工中心的精度模型。
(2)根據(jù)精度模型,提出了四軸數(shù)控機床的誤差敏感度分析方法,用矩陣微分法建立四軸數(shù)控機床的敏感度分析模型,并推導(dǎo)出精密臥式加工中心的敏感度分析模型。
(3)以誤差檢測試驗和加工典型標(biāo)準(zhǔn)試件為例對加工中心進行誤差敏感度分析,得到z軸導(dǎo)軌在垂直平面內(nèi)的平行度誤差、工作臺沿x軸方向的水平度誤差以及x、B軸的垂直度誤差ΔγxB等這幾項誤差因素對Ex、Ey的影響較關(guān)鍵,最終識別出了影響機床加工精度的關(guān)鍵性誤差,實現(xiàn)了誤差溯源,為精密數(shù)控機床的設(shè)計提供了重要的理論依據(jù)。

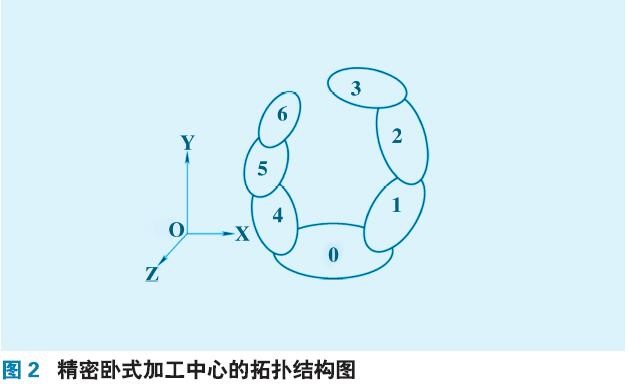
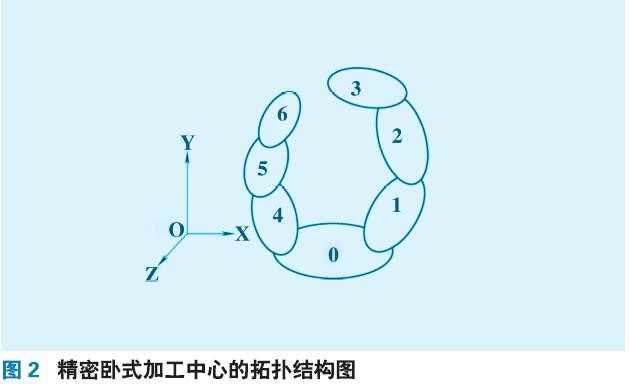
根據(jù)多體系統(tǒng)理論的方法,將機床各組成部件分成相應(yīng)的“體”。并按床身—X軸運動部件—Y軸運動部件—主軸箱(刀具)分支,和床身—Z軸運動部件—工作臺—工件分支分別對其編號,圖2為機床的拓撲結(jié)構(gòu),表2是其低序體陣列,表2中Ln(j)是體Bj的n階低序體陣。

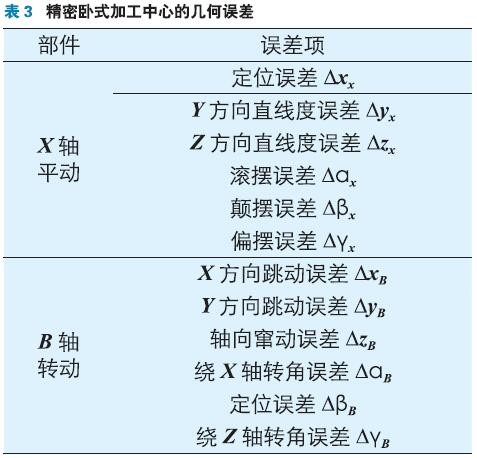
一般來說,機床的每一個單元部件在處于靜止或運動狀態(tài)時都存在空間6個自由度方向的基本誤差,通過分析精密臥式加工中心的結(jié)構(gòu)及其運動關(guān)系可知,加上工件的裝夾誤差,其中影響機床加工精度的幾何誤差主要有35項,這部分幾何誤差在機床總誤差中占了較大的比重,表3列出了機床各部件的幾何誤差(部分)。
多體系統(tǒng)中各體之間的位置和運動關(guān)系可以用相應(yīng)的坐標(biāo)系的位姿變換來表示,為了方便機床的精度建模,需要對坐標(biāo)系進行特殊設(shè)置處理。設(shè)置如下:①在床身(B0)和所有運動部件(Bj)上均建立起與其固定聯(lián)接的右手笛卡兒三維坐標(biāo)系,這些坐標(biāo)系的集合成為廣義坐標(biāo)系(又稱參考坐標(biāo)系),各體坐標(biāo)系稱為子坐標(biāo)系(又稱動坐標(biāo)系)。每個坐標(biāo)系的3個正交基按右手定則分別為Xj、Yj、Zj軸;②廣義坐標(biāo)系各元素Xj、Yj、Zj軸分別對應(yīng)平行;③X軸部件、Y軸部件(主軸箱)、Z軸部件、工作臺的體運動參考系與其對應(yīng)相鄰低序體的體坐標(biāo)系重合;④刀具坐標(biāo)系原點與主軸端面中心重合;⑤工件上設(shè)定工件坐標(biāo)系。
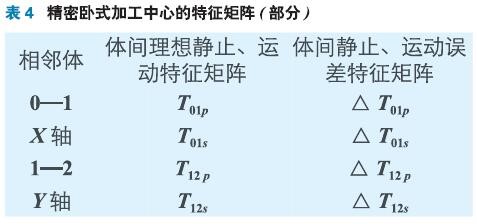
表4中帶下標(biāo)p的量表示靜止?fàn)顟B(tài)特征矩陣,帶下標(biāo)s的量表示運動狀態(tài)的特征矩陣。

工件上成形點在工件坐標(biāo)系中的坐標(biāo)為
理想運動條件下有
式中
那么,機床在無誤差情況(理想情況)下,刀具成形點在工件坐標(biāo)系內(nèi)的理想成形函數(shù)為

在機械加工中,機床加工精度最終是由機床上刀具成形點與工件成形點之間的相對位移誤差決定的。在實際加工過程中,刀具成型點的實際位置不可避免地會偏離理想位置,從而產(chǎn)生空間位置誤差。實際成形點與理想刀具成形點的綜合空間位置誤差為
式中E——機床的空間誤差矢量

式中G——n個機床各零部件幾何誤差組成的誤差矢量
G=(△ei,△e2,...,△en)T
△ei——機床部件的幾何誤差,i=1,2,...
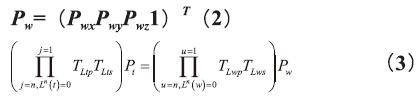
Pw——工件上成形點在工件坐標(biāo)系中的坐標(biāo)矢量
Pw=(pwxpwypwz1)T
U——機床各運動軸的位置矢量
U=(x,y,z,B)T
Uw——工件位置坐標(biāo)矢量
Uw=(xw,ywzw,1)T
Ut——刀具位置坐標(biāo)矢量
Ut=(xt,ytt,zt1)T
根據(jù)式(5)的形式,可知F是變量G、Pw、U、Uw、Ut的連續(xù)可微函數(shù),因此式(6)按一階泰勒級數(shù)展開,可以表達為
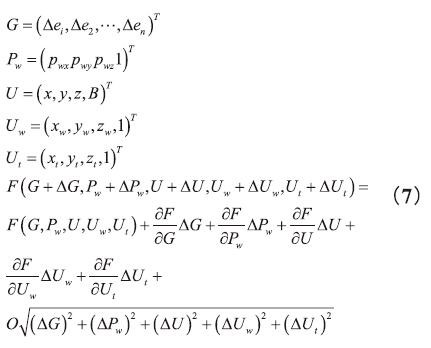
式中,ΔG、ΔPw、ΔU、ΔUw、ΔUt分別為G、Pw、U、Uw、Ut在其理想值處的微小波動量,去掉高階項,可以得到
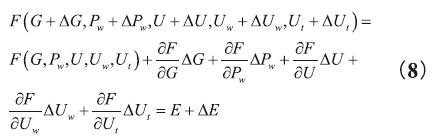
在實際的分析過程中,Pw、U、Uw、Ut可設(shè)為定值,即在固定的工件、刀具安裝位置下,模擬加工相同的工件軌跡,分析由機床各部件的幾何誤差變化時對總的空間誤差影響程度的大小。因此式(8)簡化為

進而可以得到機床加工精度的敏感度分析模型為

式中,S=δF/δG為雅可比矩陣,稱為誤差敏感度矩陣,并具有如下的形式
至此,用矩陣微分的方法,得到了一般四軸數(shù)控機床的誤差敏感度矩陣的表達式。
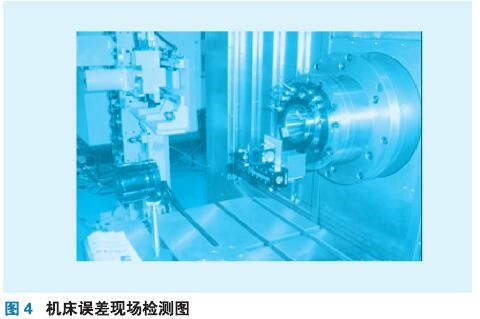

將表5所示的檢測幾何誤差以及工件的安裝位置(xwd,ywd,zwd,1)T、刀具的安裝位置(xtd,ytd,ztd,1)T、各導(dǎo)軌的運動位移x、y、z代入到式(5),就可以得到工件上每個加工位置(pwx,pwy,pwz,1)T的誤差。根據(jù)精密加工中心的幾何精度檢驗標(biāo)準(zhǔn)GB/T20957.7—2007《精密加工中心檢驗條件第7部分:精加工試件精度檢驗》,將加工試件安裝在工作臺中心,在x-y平面上切削一個直徑d=218mm的圓,如圖3所示。
在機床的工作空間區(qū)域中,各坐標(biāo)軸處于中間位置的工作區(qū)域使用最頻繁,因此主要對機床中間工作區(qū)域進行誤差敏感度的分析。根據(jù)精密臥式加工中心的設(shè)計結(jié)構(gòu)、技術(shù)參數(shù)以及多體系統(tǒng)中廣義坐標(biāo)系的設(shè)置,可設(shè)定工件坐標(biāo)系原點在工作臺坐標(biāo)系中的位置坐標(biāo)為
(xwdywdzwd1)T=(500-1901181)T
刀具坐標(biāo)系原點在主軸坐標(biāo)系中的坐標(biāo)為
(xtdytdztd1)T=(00-1901)T
工件上加工點的坐標(biāo)取值范圍是
pwx=[-109,109]pwy=[553.5,771.5]pwz=-150
各個運動軸的取值范圍是
x=[391,609]y=[363.5,581.5]z=118
工作臺轉(zhuǎn)角b=0并且有
pwx=x-500pwy=y+190
其中,根據(jù)典型試件加工軌跡的特點,可得x、y的關(guān)系為
(x-500)2+(y-472.5)2=1092
本文中,取機床加工試件時運動到最高點(x,y,z)=(500,581.5,118)的位置對機床進行誤差
敏感度分析(以上各參數(shù)值的單位為mm)。
誤差敏感度反映的是各個誤差元素產(chǎn)生微小變化時總空間誤差的變化程度,根據(jù)式(5)的精度模型和式(11)的誤差敏感度矩陣,可以定義機床的空間誤差E對各個幾何誤差Δei的偏導(dǎo)數(shù)的絕對值為精密臥式加工中心的誤差敏感度

對于的誤差敏感度S△γz,由式(5)、(11),可得
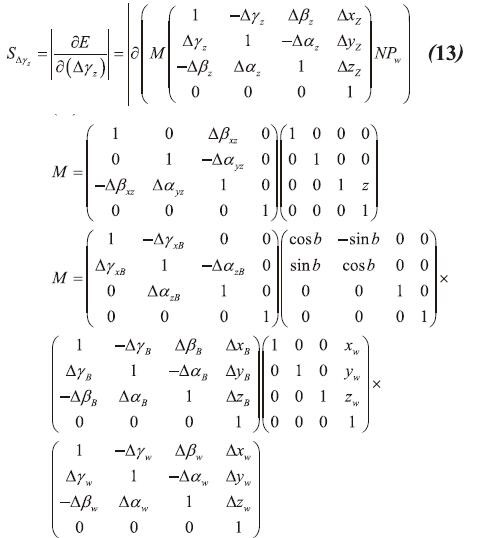
將上面的誤差參數(shù)值代入到式(13),并進行整理,計算得
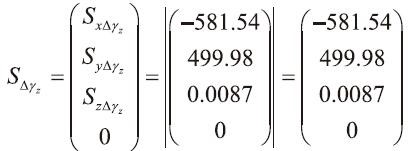
進一步可計算得到△γz對應(yīng)的誤差敏感度為
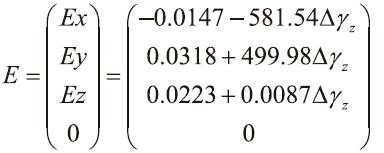
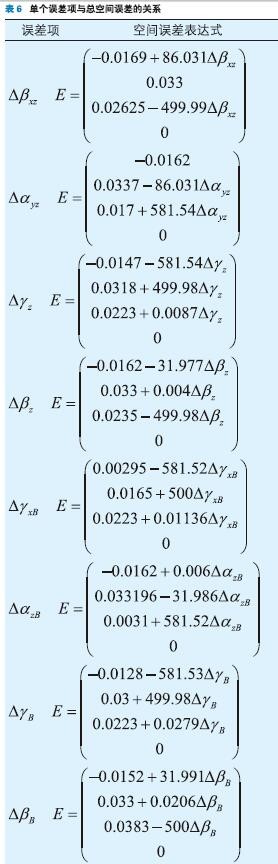
用同樣的計算方法,可以計算出精密臥式加工中心的精度模型中各誤差元素的敏感度。表6列出了加工中心各誤差元素對應(yīng)的空間誤差E的表達式(部分),而從E的表達式中很容易得到相應(yīng)的Si。
E=ai+ki△ei(14)
在分別對Em(m=x,y,z)進行分析時,式(14)中系數(shù)ki的絕對值越大,表明誤差元素Δei相對應(yīng)的敏感度Si越大,其對空間誤差Em的變化影響也越大。為了更好地識別和分析關(guān)鍵性誤差源,將各誤差源參數(shù)的敏感度系數(shù)進行歸一化處理,定義
式中,smi為Δei對應(yīng)的誤差敏感度系數(shù),所以敏感度系數(shù)之和為1。
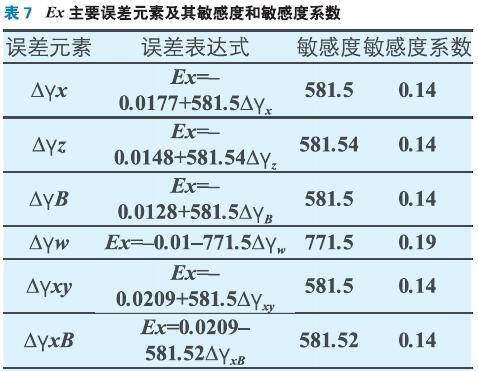
表7中,Δγx、Δγz、ΔγB、Δγxy、ΔγxB這幾項誤差為機床本身的設(shè)計誤差,Δγw為工件安裝時產(chǎn)生的誤差。圖5a為此六項誤差元素對應(yīng)的誤差敏感度系數(shù)比較圖。從圖5中可以看出這6項誤差的敏感度系數(shù)之和為0.89,其他誤差對應(yīng)的敏感度系數(shù)僅為0.11。通過計算分析,可見機床的x軸運動部件、z軸運動部件、工作臺B軸轉(zhuǎn)動部件繞z軸的轉(zhuǎn)角誤差,x、y軸的垂直度誤差,x、B軸的垂直度誤差,以及工件安裝時繞z軸的轉(zhuǎn)角誤差在加工零件時對總的空間誤差在x軸方向的誤差分量Ex影響較大。
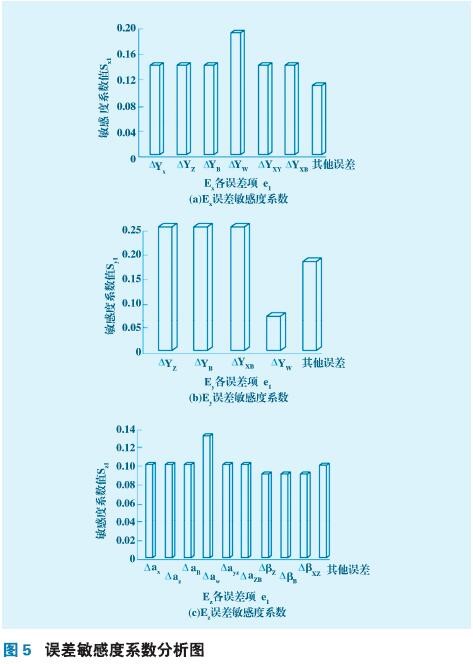
同理,可以識別出對Ey、Ez產(chǎn)生重要影響的關(guān)鍵性誤差源參數(shù)。如圖5b所示,對Ey變化敏感度大的誤差元素有Δγz、ΔγB、ΔγxB、Δγw,這4項誤差的敏感度系數(shù)之和為0.82,其他誤差對應(yīng)的敏感度系數(shù)僅為0.18。可見機床的z軸運動部件、工作臺B軸轉(zhuǎn)動部件繞z軸的轉(zhuǎn)角誤差,x、B軸的垂直度誤差,以及工件安裝時繞x軸產(chǎn)生的轉(zhuǎn)角誤差在機床加工過程中對總的空間誤差在y軸方向的誤差分量Ey影響較大。
(1)機床的z軸運動部件、工作臺B軸轉(zhuǎn)動部件繞z軸的轉(zhuǎn)角誤差(Δγz:z軸導(dǎo)軌在垂直平面內(nèi)平行度誤差的反映,ΔγB:工作臺沿x軸方向的水平度誤差的反映),以及x、B軸的垂直度誤差ΔγxB等這三項誤差對Ex、Ey的變化靈敏度都很大,因此,在機床的精度設(shè)計時應(yīng)重點控制這幾個誤差的值。