銷售熱線:188 2384 2885
銷售熱線:188 2384 2885
五軸數(shù)控機床回轉(zhuǎn)中心的幾何誤差檢測與補償
1 引言
五軸數(shù)控機床是裝備制造業(yè)最重要的一種加工設備,可用于加工各種復雜曲面,隨著對工件加工質(zhì)量要求的不斷提高,如何提高五軸數(shù)控機床加工精度問題成為熱點。
機床自身的制造和裝配誤差,影響著機床的幾何精度,同時,對于五軸數(shù)控機床而言,誤差造成回轉(zhuǎn)軸心不重合,降低了五軸聯(lián)動精度,不能夠得到理想的零件加工精度。幾何誤差補償?shù)姆椒ㄊ窃诓桓淖償?shù)控機床結構和控制系統(tǒng)的機床上,通過對機床運動誤差源分析、建立數(shù)學模型和計算,將機床的空間定位誤差實時地反饋到控制系統(tǒng),實現(xiàn)誤差的修正,從而提高五軸數(shù)控機床的加工精度。
轉(zhuǎn)擺臺式五軸數(shù)控機床,直線軸聯(lián)動回轉(zhuǎn)中心與兩旋轉(zhuǎn)軸軸心位置的不重合幾何誤差,制約著五軸數(shù)控機床加工精度。為解決此問題,本文提出以下方案:圍繞回轉(zhuǎn)中心,建立五軸數(shù)控機床聯(lián)動軌跡模型,設計幾何誤差檢測方案;分析列表實際檢測誤差數(shù)據(jù);通過對機床機械系統(tǒng)運動誤差的計算,將空間定位誤差實時地反饋到控制系統(tǒng),實現(xiàn)誤差修正。通過對沈陽機床某轉(zhuǎn)擺臺式五軸數(shù)控機床進行實例研究,驗證此方法有效。
2 轉(zhuǎn)擺臺式五軸數(shù)控機床結構建模
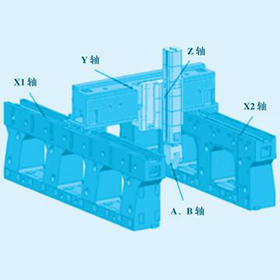
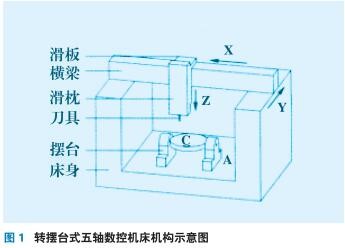
如圖1 所示為轉(zhuǎn)擺臺式五軸數(shù)控機床結構示意圖。直線軸X、Y、Z 聯(lián)動回轉(zhuǎn)中心矢量位置由加工中心數(shù)控系統(tǒng)按照加工中心結構參數(shù)進行插補計算得到。當A 軸回轉(zhuǎn)中心、C 軸回轉(zhuǎn)中心、直線軸X、Y、Z 聯(lián)動回轉(zhuǎn)中心不重合幾何誤差偏大時,五軸數(shù)控機床加工精度就會降低。因此,做到三中心重合或偏差最小,成為了提高五軸機床聯(lián)動精度的必要手段。
3 幾何誤差檢測方法設計
(1)檢測球頭檢棒長度補償值,半徑補償值;
(2)測量A 軸回轉(zhuǎn)中心與C 軸回轉(zhuǎn)中心在Y 方向上的誤差;
(3)測量工作臺臺面與A 軸回轉(zhuǎn)中心在Z 方向上誤差;
(4)確定將要檢測的旋轉(zhuǎn)軸(A 軸或C 軸),將千分表擺放在插補圓內(nèi),并將表針壓在球頭檢棒高點位置;
(5)X、Y、C 軸做大圓聯(lián)動,觀測并記錄X、Y 兩個方向隨著C 軸角度變化時,千分表讀數(shù)變化;
(6)計算出直線軸聯(lián)動回轉(zhuǎn)中心與C 軸軸心在X/Y平面上的誤差;
(7)Y、Z、A 軸做大圓聯(lián)動,觀測并記錄Y、Z 兩個方向隨著A 軸角度變化時,千分表讀數(shù)變化;
(8)計算出直線軸聯(lián)動回轉(zhuǎn)中心與A 軸軸心在Y/Z平面上的誤差。
4 測量原理
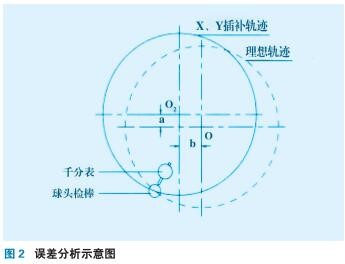
以只考慮直線軸聯(lián)動回轉(zhuǎn)中心與C 軸回轉(zhuǎn)中心在X、Y 方向上誤差為例。如圖2 所示,數(shù)控機床X、Y、C 軸在X/Y 平面內(nèi),做大圓聯(lián)動,通過千分表的變化來進行誤差分析。如圖3 所示,X、Y 插補軌跡與理想軌跡之間的誤差是由于直線軸聯(lián)動回轉(zhuǎn)中心O2 與C 軸回轉(zhuǎn)中心O 在X/Y 方向上誤差a/b造成。因此通過對千分表變化值的分析,計算出a/b 值,進入數(shù)控系統(tǒng)進行誤差補償,以減小X、Y插補軌跡與理想軌跡之間的誤差。
5 誤差補償參數(shù)算法描述
以只考慮直線軸聯(lián)動回轉(zhuǎn)中心O2 與C軸回轉(zhuǎn)中心O 在X、Y方向上誤差為例。設C 軸回轉(zhuǎn)軸軸心O 在X/Y 平面內(nèi)坐標為(0,0),直線軸聯(lián)動回轉(zhuǎn)中心O2 坐標為(b,a),千分表讀數(shù)變化值為k。數(shù)控機床X、Y、C 軸在X/Y 平面內(nèi),做大圓聯(lián)動,旋轉(zhuǎn)角度為θ。
經(jīng)過誤差檢測與計算,得出修正參數(shù)a、b、c、d,補償?shù)綌?shù)控系統(tǒng)中。
7 實例應用
基于以上分析,將該方法應用于沈陽機床某轉(zhuǎn)擺臺式五軸數(shù)控機床進行誤差補償,該機床加工精度得到了大幅度提高。
8 結語
轉(zhuǎn)擺臺式五軸數(shù)控機床中心不重合幾何誤差,需要建立誤差綜合模型,進行多次檢測與補償,才可達到理想的幾何精度,以提高機床加工精度。

b=k·sinθ (1)
a=k·cosθ (2)